
原子力システム研究開発事業及び原子力基礎基盤戦略研究イニシアティブ 成果報告会資料集
液体金属中で適用可能な摩擦撹拌接合補修装置の開発
(研究代表者)森本将明 新型炉プラント設計課
(再委託先)国立大学法人大阪大学
(研究開発期間)平成21年度〜23年度
1.研究開発の背景とねらい
図−1 FSWの施工概念と施工例
摩擦撹拌接合(以下、FSW)技術は、図−1(左)に示すように、FSW工具を対象物に押し当て、回転させて摩擦熱で加熱し、対象物を溶かすことなく撹拌して接合する。この技術を使うことで、ナトリウム冷却高速増殖炉(以下、FBR)の原子炉を、ナトリウムを満たしたままで補修できる可能性があり、プラントの長寿命化と、補修期間の大幅短縮による経済性向上に寄与できると期待されている。本事業では、原子炉内構造物をナトリウム中で補修する装置の実現を目指して、① 実機に適用できるレベルの高度なFSW施工方法の開発と、② ナトリウム中で使用できるFSW補修装置のうち、「撹拌機構部」の開発をねらいとする。
2.研究開発成果
本稿ではH21年度の研究で得られた①〜②の成果を報告する。
① FSWによる実機施工方法の開発
② ナトリウム中補修装置の開発
2.1 FSWによる実機施工方法の開発
FSWの施工後には図−1(右)に示すように、FSW工具を引き抜いた後にくぼみ(エンドホール)やバリが残る。エンドホールは構造物の強度を低下させる懸念があり、またバリは原子炉内に浮遊して炉内機器を傷つけたり機能を劣化させる懸念があるため、対策を検討した。
エンドホールについては、FSW施工の後、エンドホールと類似した形状の特殊工具を回転・圧入し、摩擦圧接の要領でエンドホールを埋める方針とし、工具形状と施工条件をパラメータとした気中試験(エンドホールレス施工試験)を実施した。工具の材質は母材と同じSUS316Lとした。図−2に例を示すように、施工部断面の金属組織を観察した結果、工具と母材が接合していることを確認し、エンドホールを埋められる可能性が確認できたが、主にピン先端部(エンドホールの底部)に内部欠陥が存在することも明らかになった。引張試験を実施して施工部の強度を確認したところ、接合強度は母材の40%〜90%程度にとどまることが分かった。これは内部欠陥の影響と思われる。なお、図−2に示すように、母材表面よりも少し上の工具内部に剥離面が形成されており、施工後に工具を脱離できる可能性が示唆された。以上を踏まえて今後、工具形状と施工条件の最適化を進める計画である。
図−2 エンドホールレス施工例
図−3 バリ発生のメカニズム
FSW施工時に発生するバリを抑制する方法を開発するにあたり、FSW施工実績が豊富な軽金属分野を主な対象として公開文献を調査し、バリ発生のメカニズムと抑制方法を検討した。その結果、図−3に示すように、バリ発生の原因として(1)入熱過多、(2) 工具挿込量過大、(3) 工具端の母材へのめり込みが主要因であることが明らかになった。これを基に、表−1に示すようにバリ抑制対策を比較検討した結果、既往試験[1]で取得した施工条件への影響を最小限に留めることができる、「工具の改良」を採用した。
検討結果を基に、工具ショルダやピンの形状効果を確認することを目的として、平成22年度に試験を行う予定である。これに向けて、図−4に示すように工具ショルダ直径、ショルダ角度、ピン長さを変えた3種類のバリ抑制型FSW工具(以下、バリ抑制工具)を設計した。既往試験で得たFSW施工実績を調査し、最大の工具挿込量でも工具端がめり込まないことを設計条件とした。

図−4 バリ抑制工具の概念
2.2 ナトリウム中補修装置の開発
図−5 炉内補修装置 全体概念
図−5に、既往試験[1]で検討したナトリウム中補修装置の概念を示す。ナトリウム中補修装置は、長尺の多関節アームの先端にFSW施工を行う撹拌機構部を装備している。撹拌機構部は、FSW工具のほか、FSW工具を回転する機構(モータ、軸受、軸シール等)及びFSW工具を補修対象部に押し付ける機構(ボールねじ、リニアガイド等)などから構成される。既往試験[1]で得られたナトリウム中FSW施工条件を基に、ナトリウム中補修装置が満たすべき性能を表−2に示す。
撹拌機構部の主要な機械要素についてナトリウム中での要素試験を実施した。図−6にアンギュラ玉軸受の試験結果を示す。表−2の要求を包絡する条件として、約240度のナトリウム中で、FSW施工を模擬した軸方向荷重(最大35kN)と回転数(最大1200rpm)を与えたが、焼付きや磨耗は見られなかった。また、摩擦係数は気中と同程度であった。他の機械要素でも焼付きや過大摩耗はなく、摩擦係数もFSW施工に支障ないレベルであった。このことから、撹拌機構部の主要な機械要素は、ナトリウム中FSW施工条件においても十分な耐久性を有しており、摩擦係数等、必要な性能を満たせる見通しを得た。
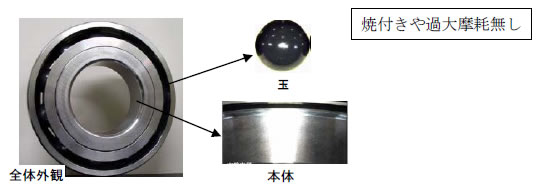
図−6 アンギュラ玉軸受のナトリウム中要素試験後の外観
図−7 撹拌機構部試作機 構造図
要素試験の結果を基に、ナトリウム中で使用可能な撹拌機構部の試作機を設計した。試作機は、実機ナトリウム中補修装置と同程度の直径(φ600mm)とし、表−2の要求性能で動作できるものとした。図−7に試作機の構造図を示す。試作機は、チャンバーに工具回転モータと軸受を収納し、軸シールにより、チャンバーを貫通する回転軸まわりからのナトリウムの浸入を防ぐ。回転軸先端にはFSW工具が取り付けられ、押付機構により試験片に押し付ける。実機では撹拌機構部全体が原子炉に対して移動するが、試作機では既設ナトリウムポットの大きさの制約から、試験片のほうを試験片移動機構によって移動させることで、長さ60mmのFSW施工ができるようにした。試験片移動機構には、前述のナトリウム試験で使用できることを確認した軸受、ボールねじ、及びリニアガイドを使用する。
3.今後の展望
エンドホールレス施工については、エンドホール底部の内部欠陥を防止するために、工具ピン先端がエンドホール底部に確実に達する形状への改良や、工具回転数あるいはピン先端部の面圧増加によるエンドホール底部の発熱量増大など施工条件の改善を図る。最終的には、補修部の最小板厚が確保できるよう、エンドホールの深さを1mm以内にすることを目標とする。バリ抑制施工については、バリ抑制工具を試作し、工具形状と施工条件の絞り込みを行う。最終的には、プラント運転に影響がでないよう、バリの大きさを5mm以下にすることを目標とする。また、ナトリウム中補修装置の開発については、撹拌機構部を試作して欠陥補修試験を気中及びナトリウム中で行い、撹拌機構部の性能を評価して設計の妥当性を確認する。
4.参考文献
[1] 平成18-20年度 文部科学省 原子力システム研究開発事業 「液体金属中で適用可能な摩擦撹拌接合補修技術の開発」成果報告書