
原子力システム研究開発事業及び原子力基礎基盤戦略研究イニシアティブ 成果報告会資料集
燃料集合体解体及び燃料ピンせん断技術の開発
(研究代表者)小林嗣幸 研究開発室
(再委託先)独立行政法人日本原子力研究開発機構
(研究開発期間)平成18年度〜21年度
1.研究開発の背景とねらい
本事業においては、高速炉の使用済燃料集合体のラッパ管を切断して燃料ピン束を取り出し、せん断工程に引き渡すまでの一連の解体システムを開発し、それらの基本性能を模擬燃料集合体等を用いた試験により工学規模で確認する。また、解体システムで取り出した燃料ピン束を、後工程の高濃度溶解システムへの対応性に優れた寸法に切断する短尺せん断技術を開発し、それらの基本性能を模擬燃料ピン束を用いた試験により工学規模(もんじゅ燃料相当)で確認する。これらの試験には原子力機構における試験設備や技術蓄積を有効に活用する。本事業の全体計画工程を表1に示す。
2.研究開発成果
2.1 燃料集合体解体システムの開発
(1)解体要素技術開発
要素技術開発として板材や試験体を用いた機械式切断試験を実施し、切断工具としてCBN砥石を選定した。また、実用炉のラッパ管候補材料であるPNC-FMS鋼や実用炉の燃料ピン候補材料であるODS鋼の試験体の切断試験を実施し、課題を摘出した。
レーザー切断については、切断試験とレーザーを導光するために用いる光ファイバーのγ線照射試験を実施した。切断試験の結果、燃料ピン束を取り出した後のラッパ管の減容切断に最も適したレーザーとして取り扱いが容易で信頼性の高いファイバーレーザーを選定し、出力5kWで肉厚5mmの汎用ステンレス鋼製の板材を十分な速度で切断できることが分かった。また、レーザーを発振機から再処理セル内の切断部まで導光するための光ファイバーを1000時間程度までγ線照射したが、実用装置で想定される0.1kGy/h程度の線量率では透過率の顕著な低下は生じなかった。
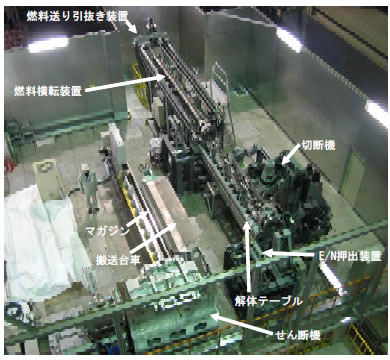
図1 解体システム試験装置の設置状況
(2)解体システム技術開発1)
解体システム試験装置(図1参照)を用いて工学規模の解体システム試験を実施し、開発した解体技術について信頼性を確認するとともに各解体操作の処理時間、切断工具の寿命と温度分布、燃料ピン損傷状態、切断粉回収率等のデータを取得した。具体的には、工学規模の模擬燃料集合体を主な試験対象として解体の個別性能試験と一連の解体操作の通し試験(解体)を実施した。さらに、ラッパ管の肉厚や燃料ピン本数及びピン径の影響が大きい切断操作に関しては、実用炉燃料集合体を局部的に模擬した試験体を用いた切断試験も個別性能試験の一部として実施した。
解体システムの通し試験結果から、解体手順の妥当性と、解体システムの性能に関する、本研究の達成目標をすべて達成していることを確認した。なお、本試験の中でラッパ管の最終6面目での周方向切断及びフック型で固定された炉心燃料ピン端栓部の切断に関する課題が摘出されたが、検証試験によりいずれもその要因を特定することができ、明確な対策を示すことができた。今後はこれらの対策の有効性を工学的に検証することで、機械式解体システムの信頼性を向上することが可能となると考えられる。
また、切断粉の飛散を低減するために、解体システム試験装置の切断粉回収装置を改良し(吸引機構付き砥石カバーの使用、搬送台車皿型トレイに切断粉回収用リブを設ける等)、試験体を用いた切断試験により発生する切断粉の90%程度を回収できる見通しを得た。
(3)実用炉燃料向け解体システムの概念検討及び実用性評価
解体システム試験の成果を反映して実用炉燃料集合体を対象として図2に示す解体システムの概念図を作成した。解体システムの構成は解体システム試験装置を基本としたが、解体システム試験等で得られた知見を反映し、一連の解体操作を自動で実施できるように改良を加えた。
解体システムの実用性評価では、端栓部の細径化等により切断負荷を低減することで解体時間は2時間以内とできる見通しが得られ、切断工具寿命についても、1枚の砥石で実用炉燃料集合体1体以上解体できる能力があると評価された。また、燃料ピン損傷率は燃料集合体1体当たり1本より十分小さく、切断粉回収率は90%程度、切断工具交換時間も1時間以内と評価され、本研究の開発要件をすべて満足した。
ただし、模擬燃料集合体を使用した一連の解体操作の通し試験では、前述したとおり最終6面目での周方向切断及びフック型で固定された炉心燃料ピン端栓部の切断に関する課題も確認されており、今後の実用化に向けては、機械式解体システムの信頼性を向上するための技術開発を継続する必要があると思われる。
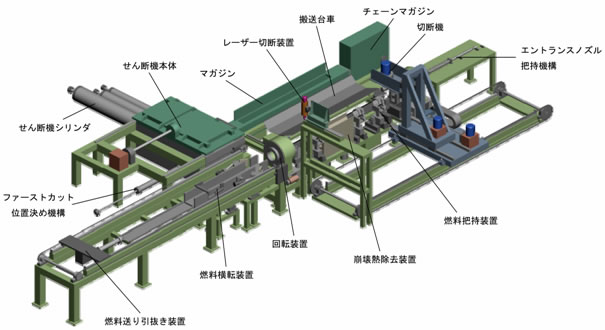
図2 実用炉燃料向け解体・せん断システムの概念図
2.2 燃料ピン束短尺せん断技術の開発
(1)燃料ピン装荷方法の検討1)
解体後の燃料ピン束形状に応じた燃料ピン束のマガジンへの装荷機構と装荷後の燃料ピン束の拡がりを抑制可能なせん断機マガジンの構造について、要素試験を実施した。その結果、解体後の燃料ピン束をトレイに受け、搬送台車で移動し、マガジンに確実に装荷する一連の燃料ピン束ハンドリングが可能な見通しを得るとともに、トレイの形状を皿型とすることで燃料ピン束ハンドリングの信頼性が向上することが分かった。
また、燃料ピンをせん断する前に燃料ピンに螺旋状に巻かれているワイヤーを効率的に除去する方法について基礎試験を実施し、ワイヤー位置を検出して燃料ピン端栓部のみを切断し、ワイヤーを分離できる機構を考案した。試験では、燃料ピン1本を1分程度で処理できたものの、ピンハンドリングの信頼性等の課題も摘出されたことから基本工程には採用しなかった。
図3 せん断片長さとピン占有率の関係
(2)短尺せん断技術の開発1)
マガジンとせん断装置を用いて、模擬燃料ピン束を1cm程度の長さに短尺せん断する個別性能試験と解体操作の通し試験(解体)から得た模擬燃料ピン束をせん断するせん断操作の通し試験(せん断)をそれぞれ実施した。なお、短尺せん断試験においては、照射済燃料ピンの強度を考慮した模擬ペレットと、実用炉燃料用に開発されている被覆管材料を用いて製作した実用炉燃料の模擬燃料ピンを対象としたせん断試験も実施し、ピン径や被覆管材料の影響を評価した。
個別性能試験では、模擬ペレットを装荷した被覆管材質・外径、本数等の相違する3種類の模擬燃料ピン束を使用し、マガジンの幅をパラメータとして短尺せん断試験を行い、せん断片の長さ、せん断片の開口率、模擬燃料ペレットの粉化率を測定し、ピン径や被覆管材料の影響を評価し、マガジン内のピン占有率(ピンの占める領域面積/マガジン開口部断面積×100)を選定した。
具体的には、図3に示すようにせん断長さの分布のばらつきを少なくするためには、ピン占有率を80%程度とする必要があることが分かった。
解体システム試験で取り出した燃料ピン束を用いて実施したせん断操作の通し試験においても、個別性能試験で選定されたピン占有率80%程度の条件で短尺せん断のシステム性能評価データを取得するとともに、短尺せん断技術の成立性と信頼性の見通しが得られた。
(3)実用炉燃料向け短尺せん断装置の概念検討及び実用性評価
移送試験及び、短尺せん断試験の成果を反映して実用炉燃料集合体を対象とした短尺せん断装置について図2に示す解体システムと一体化した概念図を作成した。短尺せん断装置の構成は、搬送台車とマガジン及びせん断装置を基本としたが、試験で得られた知見を反映し解体システムで得られた燃料ピン束を移送し、せん断を完了するまでの一連の操作が自動で実施できるように改良を加えた。
開発した短尺せん断装置について、主に工学規模の燃料ピン束の移送試験と短尺せん断試験で得られたデータに基づき、実用性を評価した。
実用燃料ピン束のせん断時間は連続溶解槽に合わせた間欠的な供給としても4時間30分程度となり、平均的なせん断処理能力は40kgHM/h程度と評価された。また、短尺せん断試験により燃料ピンを所定の長さ10mmに対して±1mm以下の精度で押し出せること、せん断長さを信頼度95%で1cm(±5mm)にできることを確認した。以上により、本研究の開発要件をすべて満足し、コールド試験の範囲では実用性上大きな問題点はないと評価した。
3.今後の展望
燃料集合体の解体およびせん断は、高速増殖炉サイクルに不可欠な工程であり、本研究で製作した解体システム試験装置と燃料ピン移送台車及びマガジンを用いることで今後の技術開発が促進され実用装置の信頼性を高めることが期待できる。
4.参考文献
(1)T. Washiya, T. Kobayashi, et al., “Development of Mechanical Disassembly and Shearing Systems for FBR spent fuel in FaCT Project,” Proc. GLOBAL 2009, 9245, Paris, France.